


Un chiffre ne ment jamais, mais il ne dit pas toujours toute la vérité. Le taux de rendement synthétique, ou TRS, a beau s’afficher en pourcentage, il cache derrière son apparente simplicité tout un univers d’interprétations et de leviers d’action. Dans l’industrie, cet indicateur fait la pluie et le beau temps sur les lignes de production, mais rares sont ceux qui en maîtrisent toutes les subtilités. Voici donc, sans détour, ce que cache vraiment le TRS et comment le calculer sans perdre le fil.
Le taux de rendement synthétique (TRS) n’est pas qu’un simple pourcentage affiché sur un tableau de bord. Il mesure, très concrètement, le degré d’utilisation d’une machine, d’une chaîne ou d’un atelier. Si l’indicateur atteint 100 %, cela signifie que l’équipement a travaillé sans faillir, sans produire la moindre pièce défectueuse. À l’inverse, un taux de 0 % révèle un outil à l’arrêt ou incapable de livrer un produit conforme.
Définition
La norme NF E60-182 définit le TRS comme le rapport entre le temps utile et le temps requis. Autrement dit, il s’agit du pourcentage de temps réellement dédié à la fabrication de pièces de qualité, à la cadence nominale, par rapport au temps où la ressource était disponible pour produire.
Une autre approche consiste à comparer le nombre de pièces conformes effectivement fabriquées au nombre de pièces théoriquement réalisables pendant la période de production.
Le TRS, loin d’être un chiffre isolé, se construit à partir de trois indicateurs : le taux de qualité, le taux de performance et la disponibilité opérationnelle. Ces sous-indicateurs se combinent pour donner une vision précise des points forts et des axes d’amélioration d’une unité de production.
En pratique, le TRS permet de cibler la ressource la plus sensible dans une usine, celle qui freine l’ensemble du débit, la fameuse ressource goulot d’étranglement. À noter : si l’on relie le temps utile à l’horaire d’ouverture ou au temps total, on obtient respectivement le taux de rendement global (TRG) et le taux de rendement économique (TRE). Certains mélangent encore les appellations, appelant TRS ce qui relève en réalité du TRG ; attention à ne pas confondre, la norme est sans appel.
Le TRS ne prend en compte que les arrêts directement liés à la production : tous les entretiens, tests, pauses ou arrêts planifiés sont exclus du calcul. C’est ce qui le rend si pertinent pour piloter la performance industrielle au quotidien.
Le TRS est l’indicateur phare du TPM (Total Productive Maintenance), pilier de la démarche d’amélioration continue.
Pour ceux qui souhaitent une application concrète, la page d’exemple de calcul du TRS propose des cas pratiques détaillés.
Comment le TRS se décompose
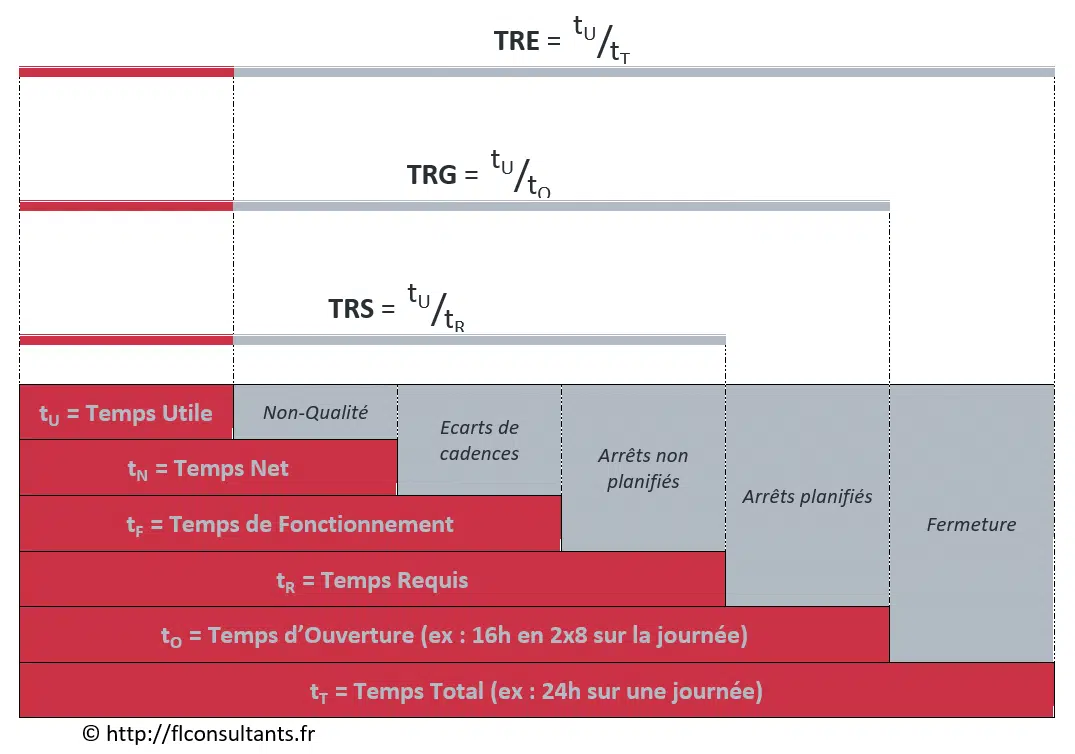
Le TRS se calcule donc à partir du rapport entre le temps utile et le temps requis. Pour mieux comprendre ce que recouvre ce ratio, il faut décortiquer ce qui s’ajoute au temps utile jusqu’à atteindre le temps total disponible. Voici les différentes étapes qui composent ce supplément :
- Pour déterminer le temps net, on additionne au temps utile le temps consacré à la non-qualité. Il s’agit du temps passé à produire des pièces défectueuses ou nécessitant une reprise, toujours à la cadence nominale. Le temps net correspond donc à tout le temps théorique utilisé pour fabriquer des pièces, bonnes ou mauvaises. Sur cette base, on calcule le taux de qualité :
TQ = tU / tN
Ce taux correspond également au rapport entre le nombre de pièces bonnes et le nombre total de pièces produites.
- Pour mesurer la disponibilité réelle, il faut tenir compte des écarts de vitesse, c’est-à-dire du temps perdu à produire en-dessous du rythme nominal (ralentissements). Ces écarts s’observent en comparant le temps de fonctionnement effectif au temps net. Le taux de performance se calcule ainsi :
TP = tN / tF
Il est recommandé de ne pas inclure dans ces écarts les ralentissements qui précèdent ou suivent immédiatement un arrêt identifié. Si, par exemple, une machine ralentit avant de s’arrêter ou redémarre à vitesse réduite, ce temps doit être attribué à l’arrêt correspondant. Cela évite de fausser l’analyse et de masquer les vraies causes de perte de rendement.
- Le temps requis s’obtient en ajoutant les arrêts non planifiés, soit le temps d’arrêt subi par l’installation en dehors des arrêts prévus. Ces interruptions représentent souvent la part la plus significative des pertes de TRS. On distingue deux grandes familles d’arrêts non planifiés :
- Arrêts induits : ils sont provoqués par des facteurs externes, comme une rupture d’approvisionnement, une saturation en sortie, une absence de personnel ou une coupure d’énergie.
- Arrêts propres : ils relèvent directement des moyens de production. On y trouve plusieurs sous-catégories :
- Défaillances : l’équipement est immobilisé suite à une panne technique.
- Arrêts opérationnels : l’opérateur décide d’arrêter la machine pour lever un doute ou régler un problème ponctuel.
- Arrêts fonctionnels : ils correspondent à des interventions nécessitant l’arrêt de l’équipement, telles que les changements de série, contrôles, réglages ou changements d’outils. Certaines tâches, comme les changements de série ou d’outils, peuvent être considérablement réduites grâce à la méthode SMED.
- Micro-arrêts : ce sont de courtes interruptions, souvent difficiles à détecter et à quantifier, liées par exemple à de petits nettoyages. Parfois, il faut les estimer par différence ou via la collecte automatique de données machines.
La disponibilité opérationnelle se calcule alors de la façon suivante :
DO = tF / tR
Au final, le TRS résulte du produit de ces trois ratios :
TRS = TQ × TP × DO
Pour un tour d’horizon des outils d’amélioration continue destinés à booster le TRS, la page TPM regorge de ressources concrètes.
☞ Pour s’entraîner au calcul, rendez-vous sur l’exemple détaillé du TRS
Certains chiffres semblent anodins, mais le TRS, lui, ne ment pas : il révèle chaque faille de l’atelier, chaque minute envolée. Entre arrêts imprévus, pertes de cadence et défauts de qualité, il dresse un portrait sans fard de l’efficacité industrielle. Reste à choisir si l’on préfère regarder le thermomètre… ou agir pour faire grimper la température.
Autres articles de la base de connaissances :



